





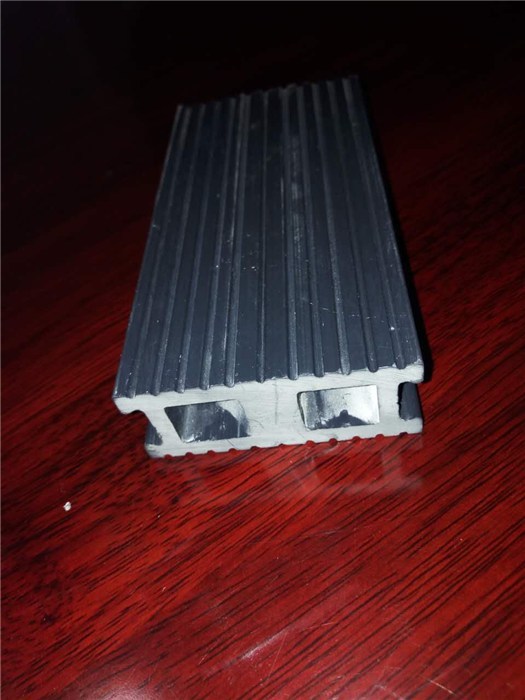
春泰塑业木塑附框价格(图)-门窗附框厂家-门窗附框
芜湖春泰塑业有限公司
经营模式:生产加工
地址:芜湖市湾沚阳光大道5019号
主营:pvc制品加工
业务热线:0553-8818808
QQ:297850067
产品详情 联系方式
产品品牌:芜湖春泰
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
pvc附框的配方和原料不变时也出现黄线,则应主要从机械结构上找原因,找到发生分解的起始点并加以排除。如从机械结构上找不到原因,则应考虑是配方或工艺方面存在问题。避免降解的措施有以下几个方面:
(1)严格控制原材料的技术指标,要使用合格的原料;
(2)制定合理的成型工艺条件,在该条件下PVC物料不易降解;
(3)成型设备和模具应结构良好,要消除设备与物料接触面可能存在的死角或缝隙;流道应为流线型,长短适宜;应改善加热装置,提高温度显示装置的灵敏度及冷却系统的效率。






附框制作模具:模具对低温冲击强度的影响主要体现在熔体压力和冷却时的应力控制上。一旦配方确定,熔体压力主要与口模有关。从口模出来的型材经过不同的冷却方式,会产生不同的应力分布。应力集中的地方PVC型材的低温冲击强度就差。PVC型材受到急冷时易产生大的应力,因此定型模冷却水流道布置非常关键,水温一般控制在14℃-16℃,采用缓冷方式有利於提高PVC型材的低温冲击强度。保证模具的正常状态,定期清理口模,避免因长时间连续生产而让杂质堵塞口模,造成出料减少,支撑筋过薄,影响低温冲击强度。定期清理定型模可保证定型模足够的定型真空度和水流量,以保证型材生产过程中被充分冷却,减少缺陷,降低内应力。



刁经理先生
手机:13515533458
